
服務(wù)熱線
13702918602






局部快換法
局部快換法是通過對數(shù)控機(jī)床夾具的局部(定位元件、夾緊元件、對刀元件和引導(dǎo)元件)進(jìn)行快速更換,達(dá)到迅速改變夾具功能或使用方式的目的。例如:快換組合平口鉗,可以通過快速更換鉗口實現(xiàn)裝夾功能的改變,比如由裝夾方料轉(zhuǎn)變成裝夾棒料;飛剪機(jī)也可以通過快速更換夾緊元件實現(xiàn)夾緊方式的改變,比如由手動夾緊轉(zhuǎn)變成液壓夾緊。局部快換法大幅縮短了更換及調(diào)整夾具的時間,在小批量生產(chǎn)中優(yōu)勢較為明顯。






飛剪機(jī)力控制原理
1.飛剪機(jī)剪機(jī)內(nèi)齒輪及軸承均選用稀油循環(huán)光滑,由外部稀油站供應(yīng)。
2.減速器選用油池光滑。
力控制原理對于V系列變頻器而言,由于能夠做轉(zhuǎn)矩控制,因此能夠完成收卷恒張力的控制。
對于收放卷過程中恒張力控制的實質(zhì)是需要知道負(fù)載在運行當(dāng)中卷徑的變化,由于卷徑變化,導(dǎo)致為了維持負(fù)載的運行,分體機(jī)需要電機(jī)的輸出轉(zhuǎn)矩要跟著卷徑的變化而變化。
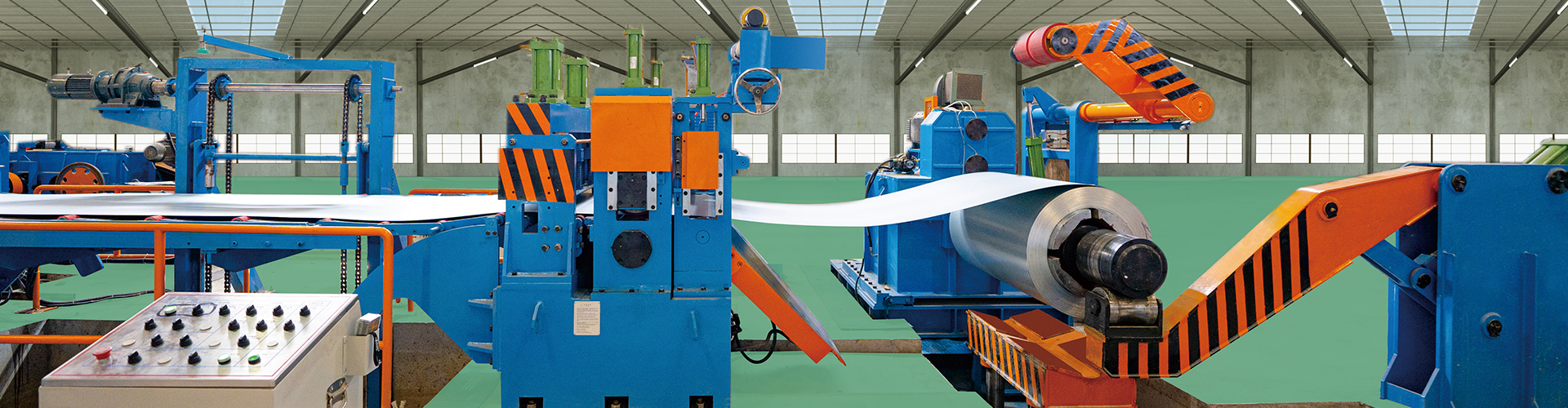
 飛剪機(jī)的刀架采用鋼結(jié)構(gòu)件,在兩側(cè)油缸的推力作用下,可繞固定銷軸作擺式運動,完成剪切動作,無需導(dǎo)軌系統(tǒng)。在廠家的數(shù)控剪板機(jī)上,由于各坐標(biāo)軸進(jìn)給傳動鏈上驅(qū)動部件(如伺服電動機(jī)、伺服液壓馬達(dá)和步進(jìn)電動機(jī)等)的反向死區(qū)、各機(jī)械運動傳動副的反向間隙等誤差的存在,只能將在快速運動時測得的反向偏差值作為補(bǔ)償值輸入,因此難以做到平衡、兼顧快速定位精度和切削時的插補(bǔ)精度。
飛剪機(jī)的刀架采用鋼結(jié)構(gòu)件,在兩側(cè)油缸的推力作用下,可繞固定銷軸作擺式運動,完成剪切動作,無需導(dǎo)軌系統(tǒng)。在廠家的數(shù)控剪板機(jī)上,由于各坐標(biāo)軸進(jìn)給傳動鏈上驅(qū)動部件(如伺服電動機(jī)、伺服液壓馬達(dá)和步進(jìn)電動機(jī)等)的反向死區(qū)、各機(jī)械運動傳動副的反向間隙等誤差的存在,只能將在快速運動時測得的反向偏差值作為補(bǔ)償值輸入,因此難以做到平衡、兼顧快速定位精度和切削時的插補(bǔ)精度。
掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com